
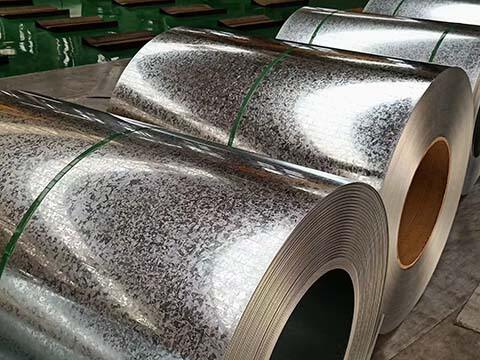
「 溶融亜鉛めっき コーティングが損傷後に微小な傷を自己修復できるかどうかは、エンジニア、製造業者、施設管理者にとって極めて重要な懸念事項である。 亜鉛めっき鋼板 苛酷な環境における腐食防止用途では、有機系コーティングが化学反応によって表面的な損傷を封止するのとは異なり、溶融亜鉛めっき(ホットディップ・ガルバニズド)コーティングの保護機構は、根本的に異なる冶金学的原理に基づいている。この自己修復機能を理解するには、亜鉛特有の電気化学的挙動および下地となる鋼材に対して提供される犠牲防食作用を検討する必要がある。微小な傷が亜鉛層を部分的に貫通したり、鋼材の小さな領域を露出させたりした場合、めっき層は従来のペイント系やパウダーコーティングとは著しく異なる保護応答を開始する。
溶融亜鉛めっき被膜の保護性能は、多くの人がその主な防食メカニズムであると想定している単純なバリア機能をはるかに超えています。熱浸漬亜鉛めっき工程で形成される亜鉛層は、鋼材基材と冶金学的に結合し、付着性および耐食性の両方に寄与する金属間化合物層を生成します。この被膜が、先進ポリマー系と同等の「自己修復性」を実際に有するかどうかを評価する際には、電気化学的防食メカニズムと、損傷を受けた被膜領域の物理的な再構成との区別が不可欠となります。めっき業界では、亜鉛被膜が機械的損傷を受けた場合の挙動について広範にわたる文書化が行われており、被膜自体が失われた材料を文字通り再生することはないと明らかにされていますが、犠牲防食および微小な欠陥を封止できる保護性腐食生成物の形成を通じて、継続的な防食効果を発揮することが確認されています。
損傷した亜鉛メッキ皮膜における電気化学的保護機構
傷ついた部位での犠牲陽極防食
傷が亜鉛メッキ層を貫通して 溶融亜鉛めっき被膜 下地の鋼材基材を露出させると、亜鉛は水分および電解質の存在下で形成される電気化学セルにおいて即座に犠牲陽極として機能し始めます。この電気化学的防食(ガルバニック防食)は、亜鉛が鋼材よりも負の電気化学電位を有するため生じるものであり、亜鉛が優先的に腐食することによって露出した鋼材をカソード状態に保ち、酸化から保護します。この犠牲防食の効果は、露出した鋼材面積が周囲の亜鉛被覆面積に対して比較的小さく保たれ、持続的な防食を実現するのに十分なアノード対カソード比が維持されることに依存します。
損傷部位における亜鉛の犠牲的腐食により生成された腐食生成物は、傷や欠陥部へと移動し、その一部を埋めます。これらの亜鉛腐食生成物は、環境条件に応じて主に水酸化亜鉛、炭酸亜鉛および塩基性亜鉛塩から構成され、露出した鋼材への酸素および水分の侵入を抑制する密着性のある層を形成します。このプロセスは、新たな金属亜鉛が空隙を埋めるという意味での真の材料再生を伴うものではありませんが、バリアコーティングに局所的な損傷が生じた場合でも鋼材の健全性を維持する電気化学的自己防食機能を示しています。
傷部への保護性亜鉛パティナの形成
亜鉛の大気腐食は、溶融亜鉛めっき系における損傷部の長期的な保護に影響を及ぼす明確な段階を経て進行する。まず、光沢のある金属亜鉛表面が空気にさらされると急速に酸化し、薄い亜鉛酸化膜が形成される。水分および二酸化炭素の存在下では、この酸化膜は亜鉛水酸化炭酸塩へと変化し、これが時間の経過とともに形成される安定した亜鉛パティナ(緑青)の主成分となる。傷や scratches により新鮮な亜鉛または小さな鋼鉄面が露出した場合、損傷部位では電気化学的活性が高まることにより、同様のパティナ形成プロセスが加速される。
熱浸镀锌被膜上の傷に形成される保護性パティナは、優れた付着性およびバリア特性を示し、微小な欠陥を効果的に密封して、さらなる環境による劣化から守ります。研究によると、傷部で生成される亜鉛腐食生成物は、同一条件下で露出した裸鋼と比較して、腐食速度を数桁も低減させることが確認されています。この保護層の厚さおよび組成は、湿度、温度、汚染物質濃度、塩化物濃度などの環境要因によって変化しますが、ほとんどの大気暴露条件下では、パティナが実質的な追加保護を提供し、単なるバリア保護のみに依存した場合と比べて被膜寿命を著しく延長します。
横方向投射距離および保護ゾーン拡張
溶融亜鉛めっき被覆による保護の最も特徴的な特性の一つは、亜鉛が実際の被覆端部から横方向(側方)に及ぼす保護範囲、すなわち「ラテラルスロー(側方拡散)」または「クリープ距離」です。鋼材が傷、切断部、あるいは端面の損傷などにより露出した場合、周囲の亜鉛被覆は、被覆境界から一定距離内にある裸の鋼材に対し電気化学的保護を提供します。この保護領域は、被覆厚さ、環境の腐食性、および暴露期間に応じて数ミリメートルから1センチメートル以上まで広がることがあり、これは有機系塗料では実現できない保護の延長効果を示しています。
溶融亜鉛めっき被膜による側方保護は、湿気の多い状況や濡れた環境下で金属表面に形成される水分膜における亜鉛イオンの移動に依存しています。これらの亜鉛イオンは、腐食中の亜鉛アノードからカソード性の鋼材領域へと移動し、そこで保護性の水酸化物および炭酸塩として析出し、鋼材の腐食を抑制します。この側方保護の有効性は、被膜端部からの距離とともに低下し、また亜鉛表面と鋼材表面とを接続する電解質膜の連続性に大きく依存します。実際には、この機構により、溶融亜鉛めっき被膜は、小さな傷、ドリル穴、切断端部などに対しても即座に腐食が発生することなく耐えられるため、機能的に自己修復に近い損傷耐性を提供します。
溶融亜鉛めっき被膜における自己修復の限界
保護能力を超える損傷の範囲
溶融亜鉛めっき被膜は、損傷を受けた場合でも優れた防食性能を示しますが、その限界を理解することは、現実的な性能期待値を設定する上で極めて重要です。犠牲防食機構は、亜鉛アノードの面積と露出した鋼鉄カソードの面積との比率が有利な状態で初めて効果的に機能します。大きな傷、広範囲に及ぶ摩耗損傷、あるいは大面積にわたる被膜の完全な剥離などは、周囲の亜鉛の防食能力を上回り、結果として亜鉛の消耗が加速し、最終的には鋼鉄の腐食が進行します。業界ガイドラインでは通常、十分な防食性能を維持するために、露出した鋼鉄部の面積が被膜厚さに対して一定のサイズ閾値を超えてはならないと定められています。
亜鉛皮膜の全厚さを貫通する深い傷は、溶融亜鉛めっき被膜の電気化学的防食メカニズムに対して特に困難な課題を呈します。損傷面積が約10~15平方センチメートルを超える場合、周囲の亜鉛が露出した鋼材を保護しようとして加速的に腐食し、損傷部近傍で被膜の早期劣化を招く可能性があります。被膜厚さは損傷耐性を決定する上で極めて重要な要素であり、厚い被膜ほどバリア保護効果が高く、また損傷部の犠牲的防食に供される亜鉛の貯蔵量も大きくなります。
防食性能に影響を与える環境要因
損傷を受けた溶融亜鉛めっき被膜の自己保護挙動は、環境条件によって大きく異なり、特定の条件下では保護性能が向上する一方、他の条件下では著しく劣化します。湿度が中程度で汚染物質が少ない農村部および郊外の大気環境では、亜鉛のパティナ(表面被膜)が傷跡上に安定した保護層を形成し、鋼材を長期間にわたり保護し続けます。しかし、塩化物濃度が高い海洋環境や、酸性汚染物質を含む工業地帯の大気環境では、亜鉛の腐食速度が著しく増加し、生成される腐食生成物は保護性が低く、あるいは水溶性が高くなるため、実効的な自己修復能力が低下します。
連続浸漬条件、あるいは湿潤・乾燥を交互に繰り返すサイクルによる暴露は、損傷部位における溶融亜鉛めっき被膜の保護機構に対して明確な課題を呈します。大気中暴露では保護性パティナが形成され、亜鉛の腐食速度は比較的緩やかですが、水または腐食性の高い溶液への浸漬では、損傷部位における亜鉛の急速な消耗が生じます。暴露媒体のpHは亜鉛の腐食挙動に極めて重要であり、強酸性および強アルカリ性の両条件において亜鉛の攻撃が加速されます。また、温度も保護性能に影響を与え、高温になるほど一般的に腐食速度が増加し、亜鉛腐食生成物の保護特性が変化する可能性があります。
保護効果の時間依存的進展
溶融亜鉛めっき被膜の傷害に対する保護応答は、一部の先進ポリマー系で観察される即時自己修復機構とは根本的に異なる形で、時間とともに変化します。傷害直後の初期段階では、亜鉛の積極的な腐食が進行し、傷害部位に腐食生成物が徐々に蓄積していきます。この段階は、環境条件に応じて数日から数週間続くことがあり、電気化学的保護機構が活性化し、保護性堆積物の形成が始まるにつれて、亜鉛の消耗速度は比較的高いまま維持されます。
溶融亜鉛めっき被膜において、保護性の亜鉛腐食生成物が傷ついた部位に蓄積・安定化すると、腐食速度は通常著しく低下し、被膜厚や環境の過酷さに応じて数年から数十年にわたり保護機能が持続する、より緩やかな定常状態へと移行します。この時間依存的な挙動により、保護層が成熟するにつれて、見かけ上の自己修復効果は暴露期間の経過とともに向上します。ただし、同時に、新たに損傷を受けた領域は、十分な腐食生成物が形成されるまで比較的脆弱な状態が続き、真の自己修復性ポリマー系が持つ「即時的な保護回復」とは異なり、損傷直後の短期間における感受性が高まる「感受性増大期間」が生じることを意味します。
真の自己修復性被膜システムとの比較
冶金学的自己修復メカニズムと化学的自己修復メカニズム
腐食防止を目的とした真の自己修復コーティングは、通常、封入された修復剤、可逆性ポリマー網目構造、または腐食阻害剤の放出機構を採用しており、これらの機構は化学反応や材料の流動によって損傷部位を積極的に修復します。このようなシステムは、亀裂を物理的に閉じたり、化学結合を再形成したり、損傷部位へ移動してバリア特性を回復させる保護性化合物を放出したりします。一方、溶融亜鉛めっき(ホットディップ・ガルバナイズド)コーティングの損傷に対する保護応答は、材料の再生や化学的修復反応ではなく、電気化学的な犠牲防食によって機能します。
熱浸漬亜鉛めっき被覆の適用における性能期待値を評価する際、電気化学的保護と真の自己修復との区別が重要となる。先進的な自己修復性ポリマー被覆は、損傷部位において電気抵抗を回復させ、バリア層を再形成し、場合によってはほぼ完全な特性回復を達成できるが、亜鉛めっき被覆は、元の金属亜鉛層を復元しないという根本的に異なるメカニズムによって継続的な保護を提供する。損傷部位で生成される亜鉛腐食生成物は保護機能を発揮するが、それらは元の被覆と比べて著しく異なる特性を有しており、導電性が低く、機械的特性も異なり、外観も変化している。
産業用途における性能への影響
実用的な産業用途において、溶融亜鉛めっき被膜が「自己修復性」を有するかどうかを理解することは、保守計画の立案、損傷耐性評価、およびライフサイクルコスト予測に影響を与えます。被膜自体は文字通りに再生することはありませんが、その電気化学的防食メカニズムにより、ほとんどの有機系塗装システムを上回る損傷耐性を提供します。塗料や粉体塗装システムでは急速な腐食劣化を引き起こす可能性のある小さな傷、擦過痕、および局所的な被膜欠落は、溶融亜鉛めっき被膜においては長期間にわたり無処置で許容されることがあります。
この損傷耐性特性により、溶融亜鉛めっき被膜は、製造・設置・使用中に生じる取り扱いによる損傷を伴う用途において特に有用です。構造用鋼材部品、締結部品、金物、およびインフラストラクチャー要素など、溶融亜鉛めっき処理された部品は、建設作業中の軽微な損傷に対しても即時の腐食を引き起こさず、耐えうる性能を有しています。保護作用の「スロー距離(throw distance)」および犠牲陽極保護機構が効果的に機能し、実質的に「自己保護性」を付与します。これは技術的には真の「自己修復性」とは異なりますが、軽微な損傷が蓄積してもサービス寿命を延長するという点で、同様の実用的メリットを提供します。
溶融亜鉛めっきと自己修復性上塗り塗装を組み合わせたハイブリッドシステム
腐食防止技術における最近の進展では、溶融亜鉛めっき被膜による電気化学的防食と、真の自己修復機能を備えた上塗り塗料を組み合わせる手法が検討されている。このような二重系(デュプレックスシステム)は、亜鉛めっきの犠牲防食性および損傷耐性を活かしつつ、化学的な修復機構によって物理的に損傷部を封止する有機系塗膜層を追加することを目的としている。 scratches(傷)が上塗り塗膜を貫通した場合、下地の亜鉛めっき層が即座に電気化学的防食を提供するとともに、自己修復性上塗り塗膜がバリア層の再形成を試みる。
溶融亜鉛めっき層と自己修復性上塗り塗料を組み合わせることで得られる相乗的防食効果は、厳しい環境下においても使用寿命を大幅に延長しつつ、外観品質を維持することが可能です。亜鉛めっき層は強固な基盤として機能し、上塗り塗膜に損傷が生じても直ちに鋼材の腐食を引き起こさず、自己修復性上塗り塗料は亜鉛層への環境要因の侵入を抑制し、亜鉛の消耗速度を低減します。この手法は、長期的な耐食性と外観保持という両方の性能が極めて重要となる自動車部品、建築構造部材およびインフラ整備プロジェクトにおいて特に広く採用されています。
損傷評価および修復のための実践的ガイドライン
亜鉛めっき部品におけるキズの深刻度評価
溶融亜鉛めっき被膜の傷跡が修復処置を要するかどうかを判断するには、損傷の深さ、露出面積、めっき厚さ、および環境の過酷さなど、複数の要因を総合的に評価する必要があります。亜鉛層を完全に貫通しない浅い傷跡については、通常、特別な処置を要しません。これは、連続した亜鉛被膜が完全なバリア保護機能を発揮し、鋼材の露出が生じないためです。表面損傷後の残存保護性能を確認するため、めっき厚さは磁気式または電磁式の非破壊検査機器を用いて非破壊で測定できます。
傷が溶融亜鉛めっき層を完全に貫通し、鋼材の基材が露出した場合、露出部の面積および他の損傷部位との近接性を評価することが、修復の必要性を判断する上で極めて重要となります。業界における一般的な慣習では、大気中での使用においては、最大寸法が約25ミリメートル未満の鋼材露出部については、通常、修復を要しないと見なされます。これは、周囲の亜鉛めっきによる犠牲的防食作用および横方向への保護効果(ラテラルスロー)に依拠しています。一方、より大きな損傷領域、互いに接近して配置された複数の傷(結果として広範囲の無保護領域を実質的に形成するもの)、あるいは特に腐食性の高い環境下での露出については、所定の耐用年数を維持するために修復措置が必要となる場合があります。
損傷を受けた亜鉛めっき表面に対する適切な修復方法
溶融亜鉛めっき被膜の損傷が許容される程度を超える場合、その修復にはいくつかの方法が存在する。有機または無機バインダー中に高濃度の亜鉛粉を含む亜鉛含有修復用塗料は、元の被膜と同様に、バリア保護および犠牲陽極(ギャルバニック)保護の両方を提供できる。これらの修復材は、十分な保護性能を得るために、製造元が定める表面処理方法、塗膜厚、および硬化条件に従って施工しなければならない。亜鉛含有修復材の効果は、十分な亜鉛含有量、適切な密着性、および持続的な保護を確保するための適切な塗膜厚に大きく依存する。
重要な用途や広範囲にわたる損傷の場合、サーマルスプレーによる亜鉛コーティングは、元の溶融亜鉛めっき(ホットディップ)と同様の保護メカニズムに極めて近い、より堅牢な修復方法を提供します。アークスプレーまたはフレームスプレーを用いることで、損傷部を前処理した後に冶金学的に純粋な亜鉛層を堆積させ、バリア保護機能および犠牲的保護機能の両方を回復できます。サーマルスプレー亜鉛は、溶融亜鉛めっきと比較して微細構造および密度が若干異なりますが、長期にわたる効果的な保護を提供し、部品全体を再めっきすることなく局所的な領域に適用可能です。サーマルスプレー亜鉛の表面前処理には、十分なコーティング付着性を得るために、通常、アブレーシブブラスト(研削噴射)により所定の表面粗さ(プロファイル)を形成する必要があります。
コーティング損傷を最小限に抑えるための予防策
溶融亜鉛めっき被膜への損傷を最小限に抑える取扱いおよび設置手順を実施することは、保護機能の完全性を維持する上で最も費用対効果の高いアプローチである。製造業者および設置業者は、表面を傷つける可能性のある裸の鋼索や鋼チェーンではなく、布製スリングまたはクッション付きチェーンを用いた吊り上げ方法を採用すべきである。保管方法については、輸送および倉庫保管中に亜鉛めっき部品同士、あるいは研磨性の材料との接触を防止する必要がある。亜鉛めっき構造物の吊り上げまたは支持に使用する指定された接触点を設定することで、避けられない損傷を特定の箇所に集中させ、その部分へ補助的な保護措置を容易に施すことができる。
溶融亜鉛めっき被膜の特性を考慮した設計検討により、損傷感受性を低減し、その保護機能の有効性を高めることができます。取扱い時に機械的応力が集中する鋭角なコーナーやエッジを避けることで、被膜の損傷発生確率を低下させます。想定される使用環境および予測される取扱いの厳しさに応じて十分な被膜厚さを規定することで、余裕を持った保護能力を確保します。被膜は電気化学的保護機構によって損傷耐性を有していることを理解していれば、機能性能を損なうことなく、外観上の軽微な損傷を容認することが可能となり、不要な補修作業および関連コストを削減できます。
よくあるご質問(FAQ)
溶融亜鉛めっき被膜は、傷ついた部分で新たに亜鉛を物理的に再生しますか?
いいえ、溶融亜鉛めっき(ホットディップ・ガルバニズド)被膜は、一部のポリマー系自己修復システムが流動して再形成されるような、物理的な再生や傷部を埋める新たな金属亜鉛の成長は行いません。ただし、この被膜は、周囲の亜鉛が犠牲となって腐食することにより、露出した鋼材に対し継続的な保護を提供します。この過程で生成される保護性腐食生成物が傷部へと移動し、部分的に封止する効果があります。これは厳密な意味での材料再生ではありませんが、電気化学的保護機構としての機能により、小さな傷によって被膜のバリアが破られた場合でも、鋼材の健全性を維持する損傷耐性を発揮します。
溶融亜鉛めっき(ホットディップ・ガルバニズド)被膜は、修復を必要とせずに保護できる傷の大きさはどの程度ですか?
溶融亜鉛めっき被膜における許容される傷のサイズは、被膜厚、環境の腐食性、および設計寿命要件など、いくつかの要因に依存します。一般的なガイドラインとして、最大寸法が約25ミリメートル未満の露出鋼材領域は、通常、修復措置を必要とせずに中程度の大気環境において許容されます。より厚い被膜は、犠牲防食のためのより大きな亜鉛貯蔵量を有するため、より大きな損傷領域を保護できます。海洋環境や工業大気などの高度に腐食性の高い環境では、より小さな損傷閾値が適切となる場合があります。一方、腐食性が低い農村環境では、より大きな欠陥が許容されることがあります。
亜鉛めっき被膜の傷部に保護的な腐食生成物が形成された場合、どのような目視可能な兆候が見られますか?
熱浸漬亜鉛めっき被膜の傷ついた部分に形成される保護性の亜鉛腐食生成物は、通常、損傷部の内部および周囲に白色、灰色、または淡色の堆積物として現れます。この物質は、その組成および外観に応じて「ホワイトラスト(白錆)」または「亜鉛パティナ」と呼ばれ、亜鉛が活発に腐食し、露出した鋼材を電気化学的に保護する水酸化物、炭酸塩およびその他の化合物を生成していることを示します。鋼材の腐食によって生じる赤褐色の錆(レッドブラウンラスト)とは異なり、これらの亜鉛腐食生成物は、保護機能が正常に働いていることを示唆しています。ただし、ホワイトラストの過剰な生成は、亜鉛の消耗が加速している可能性を示しており、環境条件の調査や追加的な保護措置の検討が必要となる場合があります。
熱浸漬亜鉛めっき被膜の上からトップコートを施すことは、その自己保護機能を妨げる可能性がありますか?
溶融亜鉛めっき被膜の上に有機トップコートを施すと、被膜が損傷した際に働く電気化学的防食メカニズムに影響を及ぼす可能性があります。トップコートとその下地となる亜鉛めっき層が同時に傷ついた場合、トップコートが水分の浸透およびイオン移動を妨げ、亜鉛の犠牲防食作用およびパティナ(表面被膜)形成プロセスが最適に機能するための条件を損なうことがあります。ただし、水分の透過性を一定程度確保しつつ追加的なバリア保護を提供するよう適切に配合・施工されたトップコートは、しばしば全体的なシステム性能を向上させます。溶融亜鉛めっきと互換性のあるトップコートを組み合わせたデュプレックス被膜システムは広く採用されており、単独のいずれかのシステムと比較して一般に優れた耐食性を発揮します。ただし、各被膜層間の相互作用および損傷に対する応答メカニズムは、トップコートの特性および施工品質に大きく依存します。